爬山虎線纜有限公司
遠離非標-杜絕隱患-爬山虎放心品牌
咨詢熱線: 010-83290043
當前位置: 主頁 > 線纜資訊 > 行業動態 ? 橡套電纜的橡皮發粘和銅絲發黑的原因從下面兩個方面來分析
作者:爬山虎線纜品牌 閱讀量:次 發表時間:2022-02-24 13:12
橡套線纜,北京電線電纜廠家,北京線纜批發廠家,北京線纜廠家,北京線纜品牌
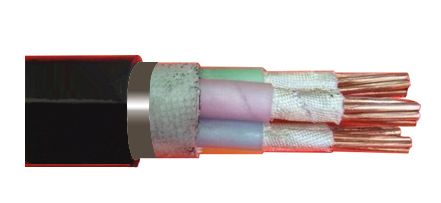
橡套電纜是由多股的細銅絲為導體,外包橡膠絕緣和橡膠護套的一種柔軟可移動的電纜品種。 一般來講,包括通用橡套軟電纜,電焊機電纜,潛水電機電纜,無線電裝置電纜和攝影光源電纜等品種。銅絲發黑的原因是多種因素造成的,不僅僅是橡皮的配方問題,還與銅絲本身所處的狀態、橡膠加工工藝、橡膠硫化工藝、電纜的結構、護套橡膠配方、生產環境等諸多因素有關。下面爬山虎電力線纜小編為您介紹下:
橡皮發粘和銅絲發黑的原因分析
銅絲本身的原因在廿世紀五十到六十年代,國內大多數廠家均使用普通銅桿,銅含量為99.99%,均為有氧銅桿,生產方法都是銅錠加熱后經多道壓延后制得黑色銅桿,經過大、中、小拉將銅桿制成比較細的銅絲。因為銅本身不是無氧銅,在加工過程中銅絲表面難免出現氧化。到了廿世紀八十年代,國內引進了無氧銅桿的先進生產技術,以及國內自行開發的無氧銅桿生產技術,使整個電線電纜行業均用上了無氧銅桿,這無疑是改善了銅絲的發黑問題。但由于對銅桿的加工,特別是韌煉工藝的掌握以及加工好的銅線芯存放的條件不好,使銅線芯本身已有輕微的氧化,這也是銅絲發黑的原因之一。
橡膠配方的原因廿世紀五十年代,橡膠絕緣均采用天然膠和丁苯膠并用配方。由于絕緣橡皮直接與銅線接觸,所以就不能直接使用硫磺作硫化劑,即使用很少的硫磺也會使銅線發黑。必須使用一些能夠分解出游離硫的化合物,如前面提到過的促進劑TMTD、硫化劑VA-7,同時還要配合一些硫化促進劑來提高硫化速度和硫化程度,確保絕緣橡皮的物理機械性能和電氣性能。
但從絕緣橡皮的彈性、強力和永久變形看,都不如加有硫磺的橡皮(如果不考慮銅絲發黑的話)。幾十年的實踐已經證實TMTD無法解決銅絲的發黑問題。另外,絕緣橡皮要有各種顏色,紅、藍、黃、綠、黑是基本顏色,這些顏色的出現也會促使橡皮發粘和銅絲發黑。配方中的主要填充劑是輕質碳酸鈣和滑石粉,由于價格的關系,有些廠家為了降低成本,用價格特別便宜的碳酸鈣和滑石粉,這些填充劑粒子粗、游離堿的含量大、雜質多,所以物理機械性能比較差,電性能不好,還容易造成銅絲發黑。還有的廠用活性超細碳酸鈣來提高絕緣橡皮的物理機械性能,而活性鈣多數是用硬脂酸來處理的,這種酸也是促使銅絲發黑的原因。
硫化劑VA-7的使用,可以改善銅絲發黑,但由于硫化程度不夠,橡皮的永久變形大,會造成橡皮發粘。特別是加入促進劑ZDC以后,提高了硫化速度,為了防止焦燒,還要加入促進劑DM來延緩焦燒時間。
從促進劑ZDC的結構看,是在TETD結構中兩個相連接的硫中間接上一個金屬鋅,結構式為: S S H5C2 ‖ ‖ H5C2 >N-C-S-Zn-S-C-N< H5C2 H5C2 與TETD結構式 S S H5C2 ‖ ‖ H5C2 >N-C-S-S-C-N< H5C2 H5C2 十分接近,在配方中還無法避開和秋蘭姆相似的結構銅絲發黑可能時間略長一點,但沒有從根本上解決。
。幾十年的實踐已經證實TMTD無法解決銅絲的發黑問題。另外,絕緣橡皮要有各種顏色,紅、藍、黃、綠、黑是基本顏色,這些顏色的出現也會促使橡皮發粘和銅絲發黑。配方中的主要填充劑是輕質碳酸鈣和滑石粉,由于價格的關系,有些廠家為了降低成本,用價格特別便宜的碳酸鈣和滑石粉,這些填充劑粒子粗、游離堿的含量大、雜質多,所以物理機械性能比較差,電性能不好,還容易造成銅絲發黑。還有的廠用活性超細碳酸鈣來提高絕緣橡皮的物理機械性能,而活性鈣多數是用硬脂酸來處理的,這種酸也是促使銅絲發黑的原因。 硫化劑VA-7的使用,可以改善銅絲發黑,但由于硫化程度不夠,橡皮的永久變形大,會造成橡皮發粘。特別是加入促進劑ZDC以后,提高了硫化速度,為了防止焦燒,還要加入促進劑DM來延緩焦燒時間。 從促進劑ZDC的結構看,是在TETD結構中兩個相連接的硫中間接上一個金屬鋅,結構式為: S S H5C2 ‖ ‖ H5C2 >N-C-S-Zn-S-C-N< H5C2 H5C2 與TETD結構式 S S H5C2 ‖ ‖ H5C2 >N-C-S-S-C-N< H5C2 H5C2 十分接近,在配方中還無法避開和秋蘭姆相似的結構銅絲發黑可能時間略長一點,但沒有從根本上解決。 正在上傳... 從電線電纜結構分析 銅的催化老化是橡皮發粘的重要原因前蘇聯電纜科學研究院試驗證明:硫化過程中銅從與橡膠接觸處滲入到絕緣橡膠中,1.0-2.0mm厚度的絕緣橡皮含銅0.009-0.0027%。眾所周知,微量銅對橡皮有極大的破壞作用,也就是我們通常說的重金屬對橡膠的催化老化。 在絕緣硫化過程中,秋蘭姆析出若干游離硫與銅反應,形成活性含銅基團: CH3 │ CH2-CH-C-CH2- │ │ S S │ │ Cu Cu 在老化時,較弱的-S-S-鍵斷裂,形成活性含銅基:Cu-S-,它與橡膠作用,同時與氧作用,破壞橡膠的長鍵分子,使橡膠變軟變粘,是低分子鏈的組合。 法國橡膠研究院研究發粘重現問題時也指出:如果橡膠中含有有害的金屬,如:銅、錳等重金屬鹽類,那么不管促進劑的種類,均會發生橡膠發粘現象。 橡套電纜中硫磺向絕緣橡皮和銅線表面的遷移前蘇聯科學家應用放射性同位素證實了電纜護套橡膠中硫擴散的可能性。以天然橡膠為基的硫化膠中,在130-150℃的溫度下,游離硫的擴散系數約為10-6cm2/s。 連續硫化的生產廠,硫化護套橡膠時,溫度在185-200℃之間,這個擴散的系數就更大。由于橡套游離硫的擴散,改變了秋蘭姆橡膠的結構,可能形成多硫鍵。這些多硫化合物通過化學分解和化合實現遷移,即\"化學擴\"。由于遷移的結果,不僅可改變絕緣橡皮的結構,降低其耐熱性,而且硫與銅表面反應,形成硫化銅和硫化亞銅,導致銅線發黑。反過來,硫化銅和硫化亞銅加速橡膠的老化,又導致發粘現象的發生。 加工工藝方面的原因 橡料加工方面的原因在以天然膠和丁苯膠并用為基礎的絕緣配方中,天然膠需要通過塑煉來提高橡膠的可塑性。有些大廠為了產量,用密煉機塑煉,還要加入少量的化學增塑劑--促進劑M來提高塑性。如果塑煉溫度和生膠濾橡時的溫度控制不好,出現140℃以上的高溫,當生膠放到開煉機上緩慢通過滾筒,而上面的積膠由于受到熱氧和促進劑M的同時作用,會發現橡膠表面好象涂了一層油,實際上是橡膠分子在化學增塑劑的促進下斷鏈比較嚴重,產生了比較軟和粘的較小分子量橡膠。 雖然后來與丁苯膠并用混煉出絕緣橡料,這些小分子量的天然膠被均勻地分散在膠料中,這些膠料擠包在銅絲上進行連續硫化后,當時可能看不出什么問題,但已經為橡膠粘銅絲埋下了一個隱患,也就是說,這些小分子量的天然膠將首先出現局部粘銅絲現象。絕緣橡皮加硫化劑和促進劑的工藝也十分重要。 有些小廠在開煉機上加硫化劑,就是將裝有硫化劑的罐子,在滾筒的中部倒入,中間很多,而兩邊較少。當硫化劑吃入橡皮中,翻三角的次數較少,會使硫化劑在橡料中分布不均勻。這樣在擠包連續硫化時,含硫化劑比較多的地方很容易出現銅絲發黑現象,在發黑的地方時間一長,還會出現橡皮粘銅絲的現象。 絕緣橡皮硫化方面的原因有些企業為了追求產量,連續硫化管只有60米長,蒸汽壓力是1.3Mpa,而硫化速度要開到120米/分,這樣絕緣橡膠在管中的停留時間只有30秒。橡皮本身是熱的不良導體,絕緣線芯表面溫度大于190℃,當溫度傳熱到與銅線接觸的里層橡皮時,又被銅線吸熱,銅線升溫到與里層橡皮溫度接近時,硫化的橡皮電線芯已經出硫化管了。 這樣里層橡皮溫度比較低,大約為170℃,停留只有幾秒鐘就出硫化管,進入冷卻和收線,絕緣橡皮就會硫化不足。為了達到足夠的硫化。促進劑TMTD的用量(作硫化劑用)高達3.4%,過量的硫化劑,在硫化過程中放出的游離硫也多,除供交聯橡膠分子外,還有多余的游離硫。這是促使銅線表面發黑的原因。 總之,解決銅線發黑的問題,難度仍然較大,從銅絲到橡皮的每一道工序都要認真對待,才能取得較好的效果。膠種選擇和硫化體系的采用仍是問題的關鍵所在。這個問題的解決需要經歷時間的考驗。")
從電線電纜結構分析
銅的催化老化是橡皮發粘的重要原因前蘇聯電纜科學研究院試驗證明:硫化過程中銅從與橡膠接觸處滲入到絕緣橡膠中,1.0-2.0mm厚度的絕緣橡皮含銅0.009-0.0027%。眾所周知,微量銅對橡皮有極大的破壞作用,也就是我們通常說的重金屬對橡膠的催化老化。
在絕緣硫化過程中,秋蘭姆析出若干游離硫與銅反應,形成活性含銅基團: CH3 │ CH2-CH-C-CH2- │ │ S S │ │ Cu Cu 在老化時,較弱的-S-S-鍵斷裂,形成活性含銅基:Cu-S-,它與橡膠作用,同時與氧作用,破壞橡膠的長鍵分子,使橡膠變軟變粘,是低分子鏈的組合。
法國橡膠研究院研究發粘重現問題時也指出:如果橡膠中含有有害的金屬,如:銅、錳等重金屬鹽類,那么不管促進劑的種類,均會發生橡膠發粘現象。
橡套電纜中硫磺向絕緣橡皮和銅線表面的遷移前蘇聯科學家應用放射性同位素證實了電纜護套橡膠中硫擴散的可能性。以天然橡膠為基的硫化膠中,在130-150℃的溫度下,游離硫的擴散系數約為10-6cm2/s。
連續硫化的生產廠,硫化護套橡膠時,溫度在185-200℃之間,這個擴散的系數就更大。由于橡套游離硫的擴散,改變了秋蘭姆橡膠的結構,可能形成多硫鍵。這些多硫化合物通過化學分解和化合實現遷移,即"化學擴"。由于遷移的結果,不僅可改變絕緣橡皮的結構,降低其耐熱性,而且硫與銅表面反應,形成硫化銅和硫化亞銅,導致銅線發黑。反過來,硫化銅和硫化亞銅加速橡膠的老化,又導致發粘現象的發生。
加工工藝方面的原因
橡料加工方面的原因在以天然膠和丁苯膠并用為基礎的絕緣配方中,天然膠需要通過塑煉來提高橡膠的可塑性。有些大廠為了產量,用密煉機塑煉,還要加入少量的化學增塑劑--促進劑M來提高塑性。如果塑煉溫度和生膠濾橡時的溫度控制不好,出現140℃以上的高溫,當生膠放到開煉機上緩慢通過滾筒,而上面的積膠由于受到熱氧和促進劑M的同時作用,會發現橡膠表面好象涂了一層油,實際上是橡膠分子在化學增塑劑的促進下斷鏈比較嚴重,產生了比較軟和粘的較小分子量橡膠。
。幾十年的實踐已經證實TMTD無法解決銅絲的發黑問題。另外,絕緣橡皮要有各種顏色,紅、藍、黃、綠、黑是基本顏色,這些顏色的出現也會促使橡皮發粘和銅絲發黑。配方中的主要填充劑是輕質碳酸鈣和滑石粉,由于價格的關系,有些廠家為了降低成本,用價格特別便宜的碳酸鈣和滑石粉,這些填充劑粒子粗、游離堿的含量大、雜質多,所以物理機械性能比較差,電性能不好,還容易造成銅絲發黑。還有的廠用活性超細碳酸鈣來提高絕緣橡皮的物理機械性能,而活性鈣多數是用硬脂酸來處理的,這種酸也是促使銅絲發黑的原因。 硫化劑VA-7的使用,可以改善銅絲發黑,但由于硫化程度不夠,橡皮的永久變形大,會造成橡皮發粘。特別是加入促進劑ZDC以后,提高了硫化速度,為了防止焦燒,還要加入促進劑DM來延緩焦燒時間。 從促進劑ZDC的結構看,是在TETD結構中兩個相連接的硫中間接上一個金屬鋅,結構式為: S S H5C2 ‖ ‖ H5C2 >N-C-S-Zn-S-C-N< H5C2 H5C2 與TETD結構式 S S H5C2 ‖ ‖ H5C2 >N-C-S-S-C-N< H5C2 H5C2 十分接近,在配方中還無法避開和秋蘭姆相似的結構銅絲發黑可能時間略長一點,但沒有從根本上解決。 正在上傳... 從電線電纜結構分析 銅的催化老化是橡皮發粘的重要原因前蘇聯電纜科學研究院試驗證明:硫化過程中銅從與橡膠接觸處滲入到絕緣橡膠中,1.0-2.0mm厚度的絕緣橡皮含銅0.009-0.0027%。眾所周知,微量銅對橡皮有極大的破壞作用,也就是我們通常說的重金屬對橡膠的催化老化。 在絕緣硫化過程中,秋蘭姆析出若干游離硫與銅反應,形成活性含銅基團: CH3 │ CH2-CH-C-CH2- │ │ S S │ │ Cu Cu 在老化時,較弱的-S-S-鍵斷裂,形成活性含銅基:Cu-S-,它與橡膠作用,同時與氧作用,破壞橡膠的長鍵分子,使橡膠變軟變粘,是低分子鏈的組合。 法國橡膠研究院研究發粘重現問題時也指出:如果橡膠中含有有害的金屬,如:銅、錳等重金屬鹽類,那么不管促進劑的種類,均會發生橡膠發粘現象。 橡套電纜中硫磺向絕緣橡皮和銅線表面的遷移前蘇聯科學家應用放射性同位素證實了電纜護套橡膠中硫擴散的可能性。以天然橡膠為基的硫化膠中,在130-150℃的溫度下,游離硫的擴散系數約為10-6cm2/s。 連續硫化的生產廠,硫化護套橡膠時,溫度在185-200℃之間,這個擴散的系數就更大。由于橡套游離硫的擴散,改變了秋蘭姆橡膠的結構,可能形成多硫鍵。這些多硫化合物通過化學分解和化合實現遷移,即\"化學擴\"。由于遷移的結果,不僅可改變絕緣橡皮的結構,降低其耐熱性,而且硫與銅表面反應,形成硫化銅和硫化亞銅,導致銅線發黑。反過來,硫化銅和硫化亞銅加速橡膠的老化,又導致發粘現象的發生。 加工工藝方面的原因 橡料加工方面的原因在以天然膠和丁苯膠并用為基礎的絕緣配方中,天然膠需要通過塑煉來提高橡膠的可塑性。有些大廠為了產量,用密煉機塑煉,還要加入少量的化學增塑劑--促進劑M來提高塑性。如果塑煉溫度和生膠濾橡時的溫度控制不好,出現140℃以上的高溫,當生膠放到開煉機上緩慢通過滾筒,而上面的積膠由于受到熱氧和促進劑M的同時作用,會發現橡膠表面好象涂了一層油,實際上是橡膠分子在化學增塑劑的促進下斷鏈比較嚴重,產生了比較軟和粘的較小分子量橡膠。 雖然后來與丁苯膠并用混煉出絕緣橡料,這些小分子量的天然膠被均勻地分散在膠料中,這些膠料擠包在銅絲上進行連續硫化后,當時可能看不出什么問題,但已經為橡膠粘銅絲埋下了一個隱患,也就是說,這些小分子量的天然膠將首先出現局部粘銅絲現象。絕緣橡皮加硫化劑和促進劑的工藝也十分重要。 有些小廠在開煉機上加硫化劑,就是將裝有硫化劑的罐子,在滾筒的中部倒入,中間很多,而兩邊較少。當硫化劑吃入橡皮中,翻三角的次數較少,會使硫化劑在橡料中分布不均勻。這樣在擠包連續硫化時,含硫化劑比較多的地方很容易出現銅絲發黑現象,在發黑的地方時間一長,還會出現橡皮粘銅絲的現象。 絕緣橡皮硫化方面的原因有些企業為了追求產量,連續硫化管只有60米長,蒸汽壓力是1.3Mpa,而硫化速度要開到120米/分,這樣絕緣橡膠在管中的停留時間只有30秒。橡皮本身是熱的不良導體,絕緣線芯表面溫度大于190℃,當溫度傳熱到與銅線接觸的里層橡皮時,又被銅線吸熱,銅線升溫到與里層橡皮溫度接近時,硫化的橡皮電線芯已經出硫化管了。 這樣里層橡皮溫度比較低,大約為170℃,停留只有幾秒鐘就出硫化管,進入冷卻和收線,絕緣橡皮就會硫化不足。為了達到足夠的硫化。促進劑TMTD的用量(作硫化劑用)高達3.4%,過量的硫化劑,在硫化過程中放出的游離硫也多,除供交聯橡膠分子外,還有多余的游離硫。這是促使銅線表面發黑的原因。 總之,解決銅線發黑的問題,難度仍然較大,從銅絲到橡皮的每一道工序都要認真對待,才能取得較好的效果。膠種選擇和硫化體系的采用仍是問題的關鍵所在。這個問題的解決需要經歷時間的考驗。")
雖然后來與丁苯膠并用混煉出絕緣橡料,這些小分子量的天然膠被均勻地分散在膠料中,這些膠料擠包在銅絲上進行連續硫化后,當時可能看不出什么問題,但已經為橡膠粘銅絲埋下了一個隱患,也就是說,這些小分子量的天然膠將首先出現局部粘銅絲現象。絕緣橡皮加硫化劑和促進劑的工藝也十分重要。
有些小廠在開煉機上加硫化劑,就是將裝有硫化劑的罐子,在滾筒的中部倒入,中間很多,而兩邊較少。當硫化劑吃入橡皮中,翻三角的次數較少,會使硫化劑在橡料中分布不均勻。這樣在擠包連續硫化時,含硫化劑比較多的地方很容易出現銅絲發黑現象,在發黑的地方時間一長,還會出現橡皮粘銅絲的現象。
絕緣橡皮硫化方面的原因有些企業為了追求產量,連續硫化管只有60米長,蒸汽壓力是1.3Mpa,而硫化速度要開到120米/分,這樣絕緣橡膠在管中的停留時間只有30秒。橡皮本身是熱的不良導體,絕緣線芯表面溫度大于190℃,當溫度傳熱到與銅線接觸的里層橡皮時,又被銅線吸熱,銅線升溫到與里層橡皮溫度接近時,硫化的橡皮電線芯已經出硫化管了。
這樣里層橡皮溫度比較低,大約為170℃,停留只有幾秒鐘就出硫化管,進入冷卻和收線,絕緣橡皮就會硫化不足。為了達到足夠的硫化。促進劑TMTD的用量(作硫化劑用)高達3.4%,過量的硫化劑,在硫化過程中放出的游離硫也多,除供交聯橡膠分子外,還有多余的游離硫。這是促使銅線表面發黑的原因。
總之,解決銅線發黑的問題,難度仍然較大,從銅絲到橡皮的每一道工序都要認真對待,才能取得較好的效果。膠種選擇和硫化體系的采用仍是問題的關鍵所在。這個問題的解決需要經歷時間的考驗。

爬山虎線纜有限公司位于河北寧晉小河莊工業園區,緊靠308國道,青銀高速,交通十分便捷。我公司資金技術實力雄厚,現有固定資產1億多元,廠房占地面積3萬余平。于北京有庫房占地5000平,現貨庫存充足!現我公司采用國際先進輻照交聯技術及設備,其中YJV YJV22 庫存充足,可以定做YJV(FE) YJV22(FE) WDZYJY WDZNYJY WDZB YJY NHYJV KVV 等各種型號電線電纜,我公司承諾所有產品全部符合國家標準,是您值得信賴的國標線纜生產廠家,歡迎新老客戶咨詢-13020046197